万能外圆磨床主要用来磨削柱形(包括阶梯形)或锥形外圆表面,在使用附加装置时还可以磨削圆柱孔和圆锥孔。外圆磨床上工作台的往复运动和抖动、工作台的手动和机动的互锁、砂轮架的间歇进给运动和快速运动、尾架的松开等都是用液压来实现的。外圆磨床对往复运动的要求很高——不但应保证机床有尽可能高的生产率,还应保证换向过程平稳、换向精度高。为此机床上常采用行程制动式换向回路(见第九章第四节),使工作台起动和停止迅速,并在换向过程中有一段短时问的停留。
图10-3所示为M1432A型万能外圆磨床的液压系统图。由图可见,这个系统利用工作台挡块16和先导阀17的拨杆可以连续地实现工作台的往复运动和砂轮架的间歇自动进给运动,其工作情况如下。
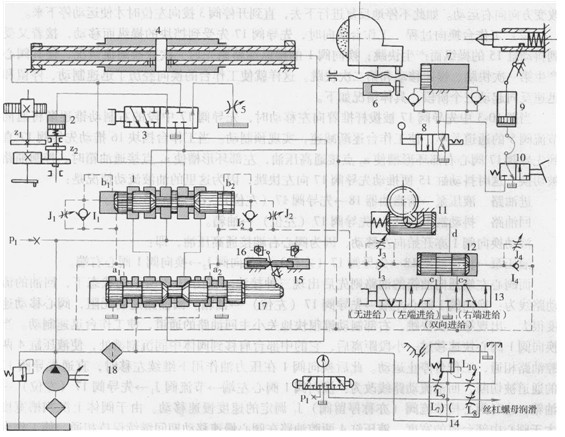
图10-3 M1432A型万能外圆磨床液压系统图
1一换向阀2-百锁缸3-开停阀4-工作台液址缸5-节流闻6闸缸7快动缸8-快动阀9尾架缸IO-尾架阀11-进给缸12-进给阁13-选择阀14润滑稳定器15-抖动缸 16捎块17先导阀I8精过滤器
(1)工作台往复运动在幽10一3所示状态下,升停阀3处于右位,先导阀17和换向阀1都处于右端位置,上作台向右运动,主油路中的油液流动情况为:
进油路液压泵一换向阎l(右位),-*I作台液眶缸4右腔。
回油路工作台液压缸4左腔一换向阀1(右位)一先导阀I7(右位)一开停阀3(右位)一节流阀5一油箱。
当工作台向右移动到预定位置时,工作台上的左挡块16拨动先导阀17,并使它最终处于左端位置上。这时操纵油路上- a2点接通高压油、a1点接通油箱,使换向阀1亦处于其左 端位置上(详见下文),于是土油路中油液流动情况就变为:
进油路液压泵一换向阀1(左位)-工作台液压缸4左腔。
回油路工作台液压缸4右腔一换向阀1(左位)一先导阀17(左位)。开停阀3(右位)一节流阀5一油箱。
工作台向左运动,并在其右挡块16碰E拨杆后发生与上述情况相反的变换,使1二作台义i致变-iuj向右运动。如此不停地反复进行F去,直到开停阀3拨向左位时才使运动停下来。
(2)[作台换l句过程』:作台换向时,先导阀17先受到挡块的操纵而移动,接着又受到抖动缸15的操纵而产牛快跳;换向阀l的操纵油路则先后三次变换通流情况,使其阀心产生第一次1陕跳、慢速移动和第二次快跳。这样就使工作台的换向经历了迅速制动、停留和迅速反向起动三个阶段。具体情况如下。
当图10-3巾先导阀17被拨杆推着luJ左移动时,先导阀17中段的右制动锥逐渐将通向节流阀5的通道关小,使工作台逐渐减速,实现预制动。当工作台挡块16推动先导阀17直到先导阀17阀心右部环形槽使a:点接通高压油,左部环形槽使a.点接通油箱时,控制油路被切换。这时抖动缸15便推动先导阀17向左快跳,因为这里的油液流动情况是:
进油路液lL.泵一精滤油器18一先导阀17(左位)一丰动缸15左缸。
回油路抖动缸15右缸一先导阀17(左位)一油箱。
液动换向阀1办开始向左移动,因为阀心右端接通高压油,即:
液压泵一精过滤器18一先导阎17(左位)一单向阀I:-h#l:向阀1阀心右端。
而阀心左端通向油箱的油路则先后出现三种接法。在图10一3所示的状态下,同油的流动路线为:换向阀l阀心左端一先导阀17(左位)一油箱。回油路通畅无阻,阀心移动速度很大,出现第一次快跳,右部制动锥很快地关小主同油路的通道,使工作台迅速制动。当换向阀1阀心快速移过一小段距离后,它的中部台肩移到阀体中问沉割槽处,使液压缸4两腔油路相通一L作台停止运动。此后换向阀1在压力油作用下继续左移时,直通先导阀17的通道被切断,同油流动路线改为:换向阀1阀心左端一节流阎J.一十先导阀17(左位)一油箱。这时阀心按节流阀(亦称停留阀)J.调定的速度慢速移动。由于阀体上沉割槽宽度大于阀心中部台肩的宽度,液压缸4两腔油路在阀心慢速移动期问继续保持相通,使工作台的停止持续一段时间(可在0~5s内调整),这就是T作台存其反向前的端点停留。最后,当阀心慢速移动zil其左部环形槽和先导阀17相接的通道接通时,同油流动路线又改变成:换向阀1阀心左端一通道b.—顿向阀1左部环形槽一先导阀17(左位)’÷油箱。同油路又通畅无阻,脚心出现第=次快跳,主油路被迅速切换,工作台迅速反向起动,最终完成了全部换向过程。
在反向时,先导}17和换向阀1自左向右移动的换向过程与上相同,但这时。:点接通油箱而a.点接通高压油。
(3)砂轮架的快进快退运动这个运动l快动阀8操纵,由快动缸7来实现。在图10.3所示的状态下,快动阀8右位接入系统,砂轮架快速前进到其最前端位置,快进的终点位置是靠活塞与缸盖的接触来保证的。为了防止砂轮架在快速运动终点处引起冲击和提高快进运动的重复位置精度,快动缸7的两端设有缓冲装置(图中未画出),并设有抵住砂轮架的闸缸6,用以消除丝杠和螺母间的间隙。快动阀8左位接A系统时,砂轮架快速后退到其最后端位置。
(4)砂轮架的周期进给运动这个运动由进给阀12操纵,南砂轮架进给缸11通过其活塞上的拨爪棘轮、齿轮、丝杠螺母等传动副来实现。砂轮架的周期进给运动可以在工件左端停留时进行,町以在【件右端停留时进行,也可以在工件两端停留时进行,也刈以不进行,砦都山选择阀13的位置决定。在罔10.3所示的状态下,选择阀13选定的是“双向进给”,进给阀12在操纵油路的a.和a2点每次相互变换压力时,向左或向右移动一次(因为通道d与通道c.和c。各接通一次),于足砂轮架便作一次间歇进给。进给量大小由拨爪棘轮机构调整,进给快慢及平稳性则通过调整节流阀J,、J。来保证。
(5)工作台液动手动的互锁这个动作是山互锁缸2来实现的。当开停阀3处于图10_3所示位置时,互锁缸2内通人压力油,推动活塞使齿轮z.和z:脱开,工作台运动时就不会带动手轮转动。当开停阀3左位接入系统时,百锁缸2接通油箱,活塞在弹簧作用下移动,
使齿轮z,和z:啮合,且缸4左右腔互通,工作台就可以通过摇动手轮束移动,以调整工件。
(6)尾架顶尖的退出这个动作山一个脚踏式的尾架阀10操纵,由尾架缸9来实现。尾架顶尖只在砂轮架快速退出时才能后退以确保安全,冈为这时系统中的压力油须在快动阀8左位接人时才能通向尾架阀10处。
这台磨床的液压系统具有以下一些特点:
1)系统采用r活塞杆固定式双杆液压缸,保让左、右嘣向运动速度一致,并使机床的占地面积不大。
2)系统采用了普通节流阀式调速网路,功率损失小,这对调速范围不需很大、负载较小且皋本恒定的磨床来说是很相宜的。此外,出厂I节流的形式在液压缸回油腔中造成的背压力有助于工作稳定,有助于加速工作台的制动,也有助于防止系统中渗入空气。
3)系统采用r HYY21/3P-25T型快跳式操纵箱,结构紧凑,操纵方便,换向精度和换阳平稳性都较高。此外,这种操纵箱还能使工作台高频抖动(即在很短的行程内实现快往复运动),有利于提高切人磨削时的加工质量。
本文标题:
万能外圆磨床液压系统在液压马达中的运用
分类:
液压行业知识
标签:
摆缸液压马达 液压传动装置 液压马达